

针对热力除氧器改造除氧合格率不达标原因分析
针对热力除氧器改造除氧合格率不达标原因分析,经对除氧器运行观察分析,并通过计算发现除氧器内汽、水接触面积没有达到运行要求,所以将除氧器汽、水流量按实际大需求量进行计算,并对其进行改造。
本钢发电高压车间目前有高压除氧器6台和低压热力除氧器2台,低压除氧器额定出力230t/h,根据锅炉蒸发量和机组运行情况,日常运行两台低压除氧器。目前由于设备长期运行,除氧头内部锈蚀严重,填料有脱落现象,直接影响低压除氧器除氧效果,低压除氧器除氧合格率平均低于30%,热力除氧器原理是补水经起膜管呈螺旋状按一定的角度喷出与加热蒸汽进行热交换除氧,给水加热到对应除氧器工作压力下的饱和温度,除去溶解于给水的氧及其它气体,主要由除氧塔头、除氧水箱两大件以及接管和外接件组成,其主要部件除氧器(除氧塔头)是由外壳、汽水分离器、新型热力器(起膜管)、蓄热填料层等部件组成。
设计出力:2x230t/h
汽侧压力:0.02MPa(表)
设计出水温度:104℃
比焓:439.30kJ/kg
水箱容积:2×70m3
热力管:91根440mmxφ107×4.5(管内壁上有8个φ5与管壁相切的孔洞)
平衡管:80根440mm×φ35×3
加热蒸汽管:φ273×6
除盐水管:φ219×6
进水参数:(未考虑高加疏水)
除盐水:
夏季:流量200t/h生水加热器出口温度:70℃比焓:293.02kJ/kg
冬季:流量400th生水加热器出口温度:40
C比焓.16754.LTLe
加温蒸汽参数:
0.12MPa抽汽:
压力:0.12MPa,温度:104℃,比焓:2681.41kJ/kg
(注:低压除氧器生产工艺:将新制除盐水进入生水加热器进行加热,之后进入低压除氧器加热除氧,再进入高压除氧器加热除氧。)
2理论计算
2.1除氧器加温耗用汽量理论计算
(计算采用0.12MPa蒸汽参数)
夏季:
2台除氧器耗用蒸汽量:=200×(439.30-293.02)/(2681.41-439.30)=12.249t/h
单台除氧器耗用蒸汽量:=12.249/2=6.125t/h
冬季:
2台除氧器耗用蒸汽量:=400×(439.30-167.54)/(2681.41-439.3)=48.48t/h
单台除氧器耗用蒸汽量:=48.48/2=24.24t/h
2.2除氧器进水通流量理论计算
除盐水进水管:φ219×6
单台除氧器进水通流面积:=3.1416x(0.219-0.006×2)?/4=0.037647m2
按水侧大通流面积,水流速按2m/s计算:进水大流量:0.037647×2×3600=271t/h在生产中,单台冬季大实际200t/h,两台除氧器共400t/h除盐水流量。
2.3热力管通流量理论计算
除氧头直径是2000mm,内部共有91个热力管,每个热力管内有8个小出水孔,与热力管内壁相切,孔径是5mm。
热力管内节流孔单孔面积=3.1416x(0.005/2)2=0.00001963
单个热力管通流面积是=0.00001963×8=0.000157m2
单台除氧器通流面积=0.000157×91=0.0142m2
热力管小孔出水存在节流,将小孔节流流速设定4m/s、5m/s、6m/s、7m/s、8m/s、9m/s,分别计算热力管单管小时平均流量和单台除氧器(91个热力管)小时平均流量,表1是计算结果。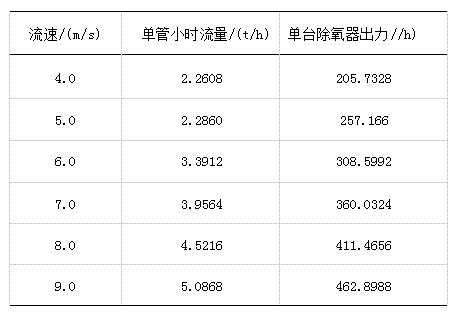
单个热力管流量=水流速x单个热力管通流面积=0.000157×4×3600=2.2608t/h
单台除氧器出力=单个热力管流量×热力管数量=2.2608×91=205.7328V/h
数据1中,当流速为4m/s时,单台除氧器出力为205.7328Vh,符合实际生产。实际生产单台低压热力除氧器冬季大流量200t/h。
2.4堵管计算
热力除氧器检修解体,将人孔盖打开,观察热力管成膜情况,发现成膜效果较差。需将现有热力管进行堵管,增加热力管节流流速,达到增强热力管成膜效果的目的。
若将封堵热力管数量定为31根,剩余热力管数量为91-31=60根单台除氧器通流面积=0.00157×60=0.0942m2改造后单台热力除氧器(60根)热力管流量=水流速x热力管通流面积(热力管流速按6m/s计算)0.0942×6×3600=203.4720t/h计算结果符合实际生产。
2.5加温蒸汽通流面积与通流量理论计算
按照冬季加温蒸汽流量计算:蒸汽流量24.24t/h加热蒸汽管径为φ273×6加温蒸汽现通流面积:=3.1416x(0.273-0.0006×2)?14=0.05853m2计算所需蒸汽通流面积:0.12MPa蒸汽比容:1.531098m2kg
蒸汽推荐流速:40m/s(根据《热力发电厂》饱和蒸汽流速参考表,饱和蒸汽流速30~50m/s,考虑阀门节流和管道高度沿程阻力等因素,选取40m/s)所需通流面积:24.24×1000×1.531098/3600/40=0.25773m2
需增大加热蒸汽通流面积为:0.25773-0.05853=0.19920m2计算增加管道直径=√0.19920/3.1416×1000=252mm
则理论应增加:直径为252mm的蒸汽管。
根据目前2台除氧器运行状况分析,除氧器除氧头内热力裙室蒸汽与除盐水接触面积不足和接触方式不够匀称,是低压热力除氧器除氧合格率较低的主要原因之一。综合目前除氧器蒸汽管道布置情况,改造低压除氧器除氧头内部蒸汽放加热方式,并增加一路加热蒸汽汽源,管径为φ219。
3改造方案
3.1加热蒸汽管道改造
目前热力除氧器蒸汽管道位于14m平台处,2台低压加热蒸汽管道均设有电动调节阀,并设直径φ273的蒸汽旁路。电动调节阀前有截止阀,截止阀前管道直径为φ426,阀后变径后管路直径为φ273(见图1所示)。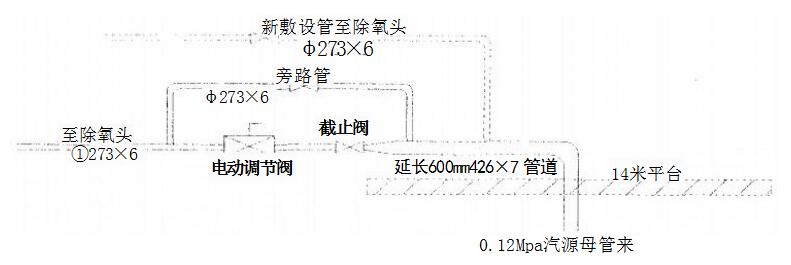
目前根据实际情况,将14m除氧器平台处蒸汽母管φ426延长600mm(图1中,虚线部分为新增加管道),在延长的管道处引出φ273蒸汽管道,作为另一路加热汽源进入除氧头。
3.2除氧头改造
将除氧头沿填料层下部(水箱高点水平位置)切割,将除氧头整体取下,再沿着除氧头顶部(热力管以上位置)切割后(如图2),进行堵管作业。将热力管上下隔板全堵31根(如图3),将封堵的热力管均匀分布,黑色圆圈代表被封堵的热力管。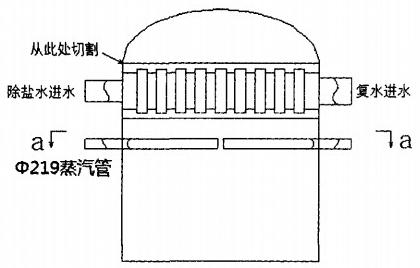
将新敷设加温蒸汽管道φ273分为两路,主管φ273进入填料层加热,支管φ219进直接引至除氧头内热力裙室下部(如图2),与原加热蒸汽管路形成水平直线布置。将热力裙室处蒸汽加热管制作成成两段弯管,同时在弯管上加工出斜上方向45°的汽孔若干个,汽孔直径φ50左右(如图4)。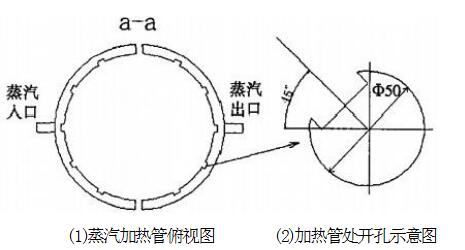
改造后低压热力除氧器运行中,其出水温度平均达到104℃(低压给水温度),压力平均0.12MPa,低压给水含氧量小于15μg/L,除氧合格率保持100%,达到改造目的。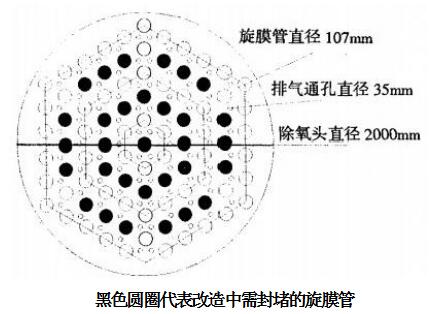
 32070602010017
32070602010017